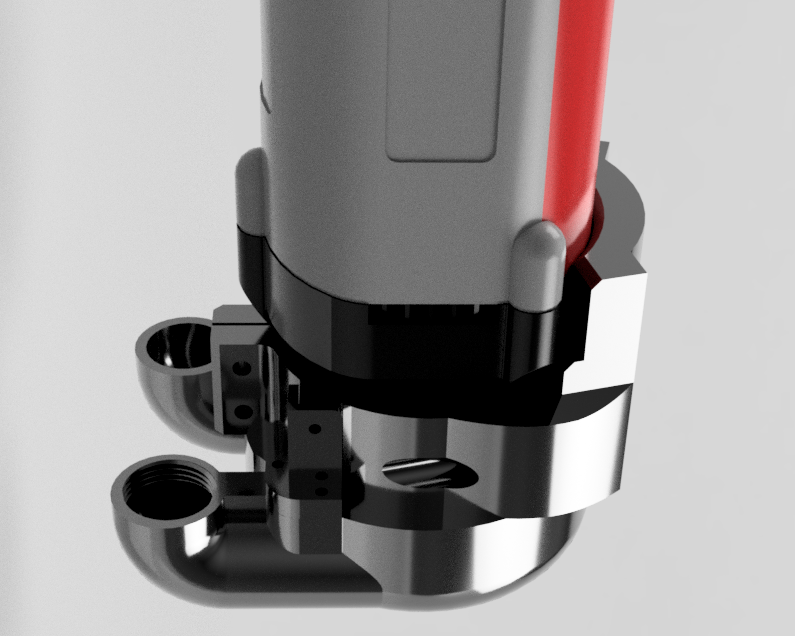
Inspired by one of my readers I had a look at the dust shoe for the Kress again. I redesigned it completely and got rid of the additional tubes and clamps. I thought that it would be a good idea to have a highly flexible part between vaccum and CNC. If I had ordered the 20mm silicon tubes it may have worked as well but reducing parts is allways priority.
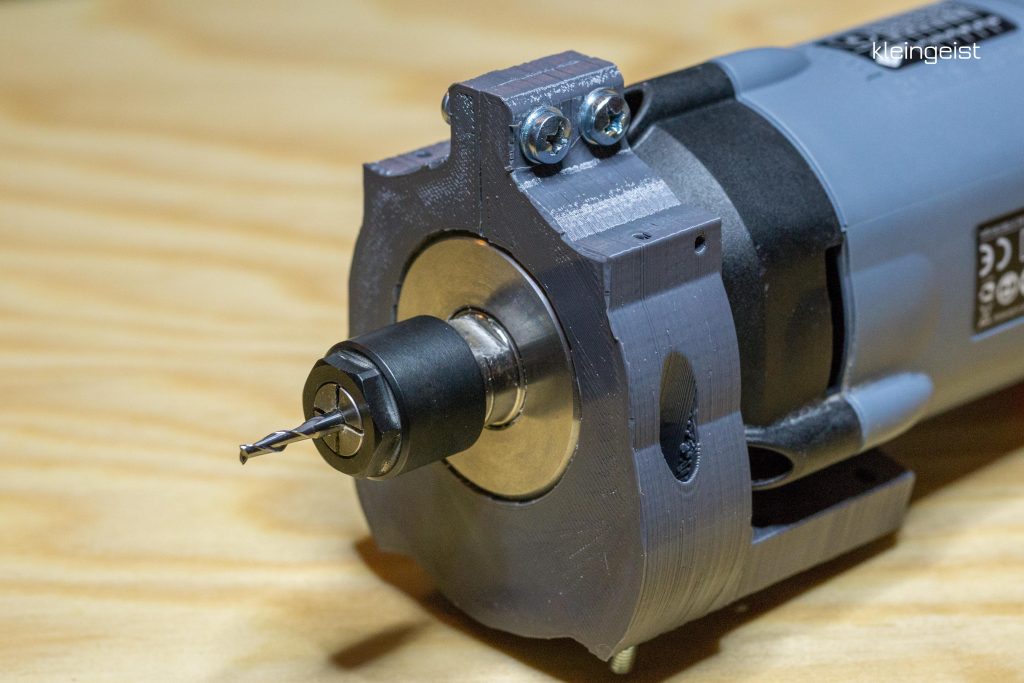
So in the end we got a pretty classic dust shoe here. It doesn´t have a brush at the bottom as it seems to work pretty good at the moment and I really like to see the endmill. However I included three holes at the bottom for a later brush design.
It works pretty good with lighter materials but GFK, aluminum or similar are not fully sucked up.
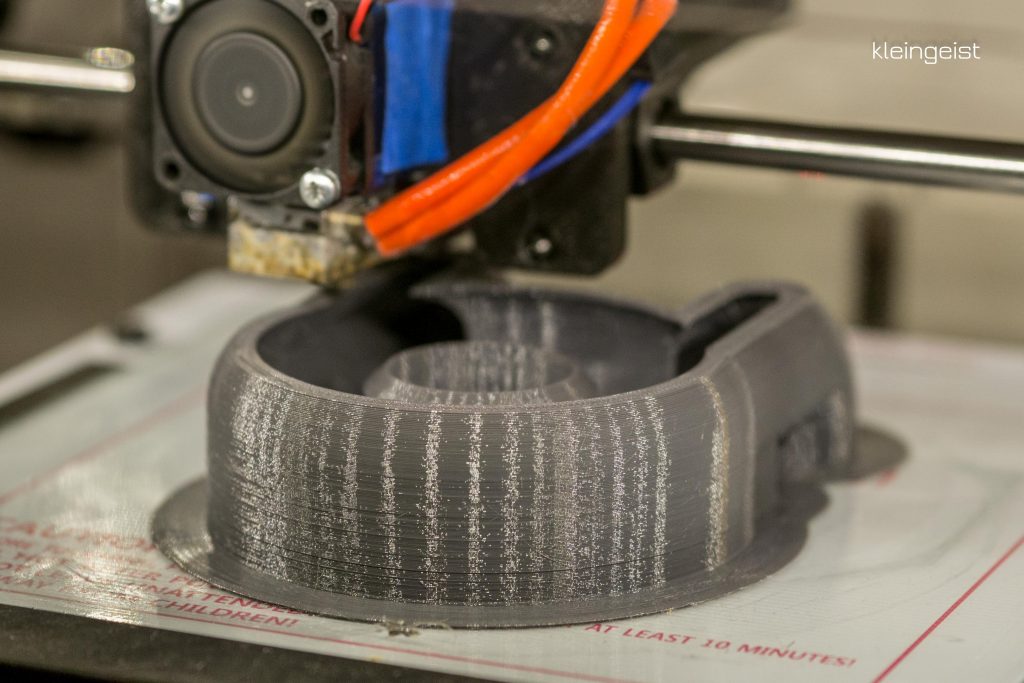
It has been printed in 0,3mm draft quality for testing purposes.
It has been released on thingiverse here http://www.thingiverse.com/thing:2119491
Now also available in my shop here