Ursprünglich lag der Fokus auf der Konstruktion von Drohnensystemen. Für die kompromissfreie Herstellung war mein Fabrikator aber einfach schlichtweg zu klein und konnte fast nur PLA drucken. Ich hab viel Zeit damit verbracht zu überlegen was ich mir für einen Drucker anschaffen sollte. Ich pendelte zwischen Ultimaker 2, Prusa Mk2 und Ryans MP3DP. Ich wollte aber zwingend ein Design das ich selbst relativ schnell anpassen kann, daher lag es nahe alles selbst entworfen zu haben um auch jeden Winkel des Aufbaus zu kennen und gleichzeitig tiefer in die Materie einzutauchen, da ich ja bisher das meiste Wissen bei Copter und Modellbau bzw Industrieelektronik erworben hatte.
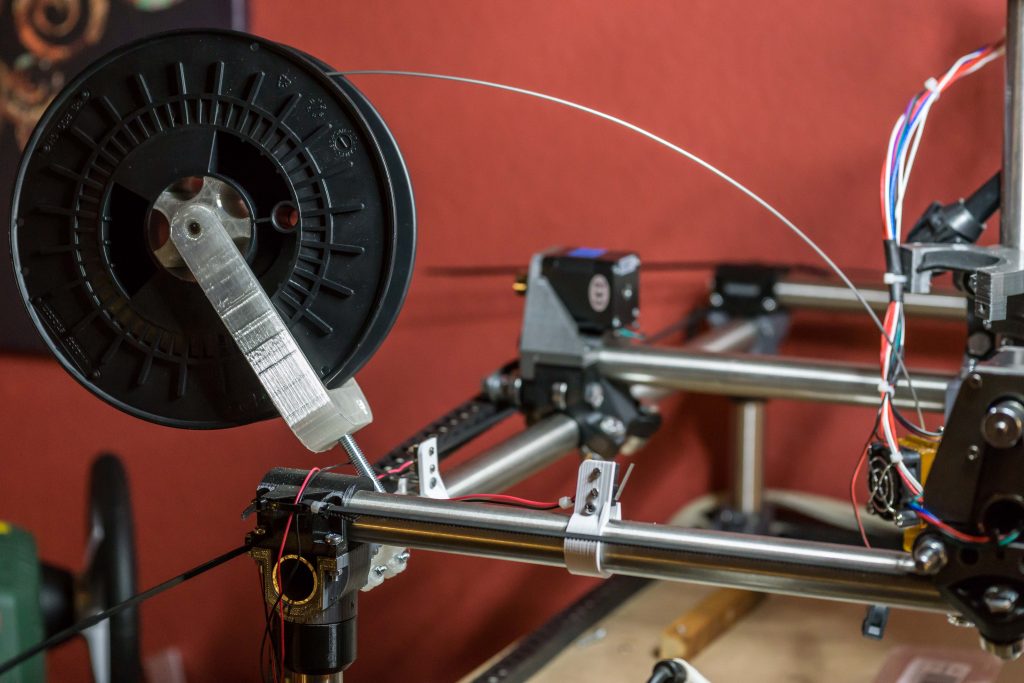
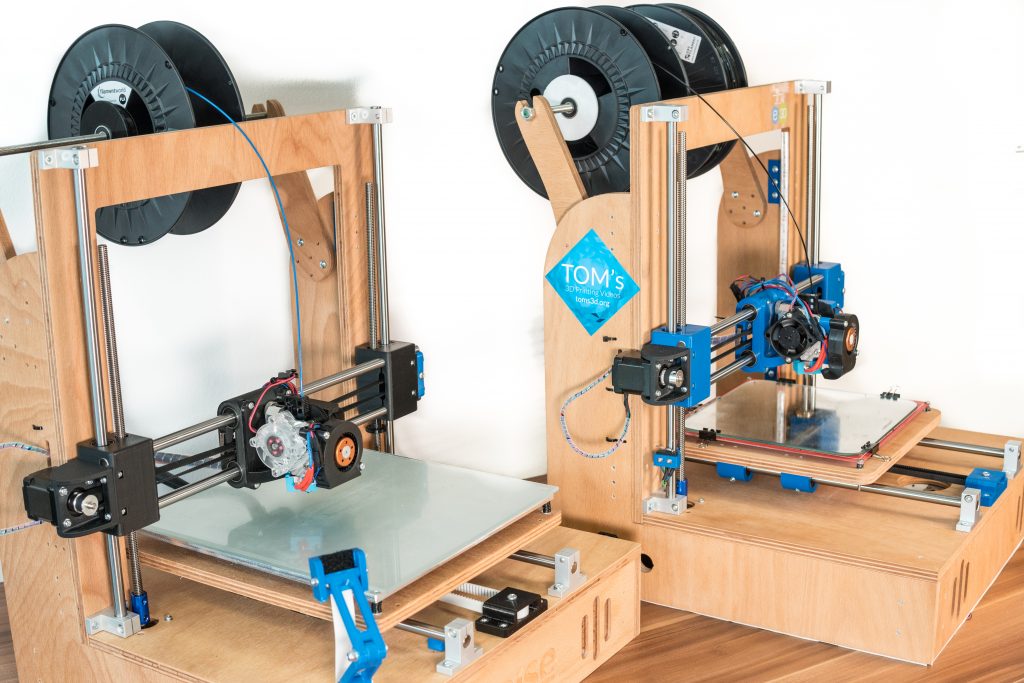
Der erste Prototyp aus Siebdruckplatten vom örtlichen Baumarkt war schnell gebaut und hatte hohle 8mm „Linearwellen“ aus Aluminum. Das war natürlich die aller unterste Grenze und trotz der recht krummen Leitspindeln sahen die Drucke relativ gut aus. Es gab deutlich Artefakte in Z aber für ein schnelles Konzept ganz erträglich.
Aus den gewonnen Erfahrungen und einem besseren Gefühl für das Design erwuchs dann der d³. Es war zur Abwechslung mal sehr entspannend nicht auf jedes Gramm wie im Copterbau achten zu müssen. Die jetzt eingesetzten 10mm Stahlführungen, die leicht zu beschaffen sind zeigten dann auch eine wesentlich höhere Genauigkeit und ich war wesentlich zufriedener mit dem gesamten Design. Als schwierig stellte sich jedoch das finden von größeren Ebenen Betten heraus. Dieses musste dann auch noch kompensiert werden da der Holzrahmen sich gern mal um wenige ,05 Millimeter bewegte. Durch den einbau des Servo ausfahrbaren Z-Tasters konnte das nun auch behoben werden, nachdem einiges an gefiddel mit dem Minitronics, an dem ich die Pins falsch abgezählt hatte, glücklich zu Ende ging.
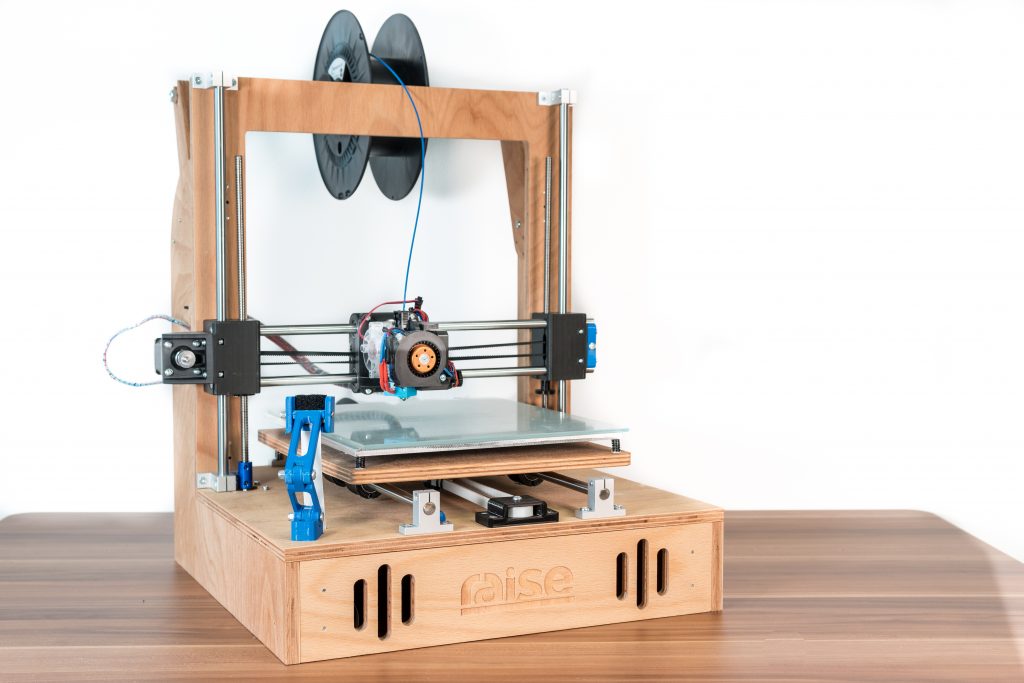
Das ganze sollte auf kleineren Fräsen herstellbar sein als Außenmaß kam daher für meine kleine MPCNC 400 x 400mm in Frage daher auch die etwas untypische Bettform. Ich fand es wichtig alles so einfach wie möglich herstellen zu können und externe Dienstleister zu vermeiden. Zwar musste ich letztendlich doch extern fertigen lassen da meine Fräse nicht ganz rechteckig war, wodurch sich auch der etwas höhere Preis erklärt aber hey ich konnte immerhin die zwei Protoypen unkompliziert direkt fertigen. Derzeit wird das externe fertigen von http://teil-q.de übernommen die nebenbei auch sehr schönes Modellbauzubehör anbietet.
Ja was soll ich sagen. Ich bin wirklich sehr zufrieden mit dem Design. Sicher ist da auch etwas Subjektivität und Stolz dabei aber die Drucke laufen wirklich gut. Ich hatte bisher 5 verschiedene Drucker im professionellen Einsatz und alle waren sie irgendwo gut bis auf ein Modell das nicht zum zuverlässigen Drucken zu bringen war trotz des guten Druckbilds. Ich wollte einfach die gesamte Baufläche voll stellen können und nach Beendigung meine, oft auch mal komplizierten, Teile ohne Artifakte vom Bett nehmen und verwenden können. Dort bin ich nun endlich angekommen auch dank des tollen E3D- Titan das nach dem beheben der Kugellagerprobleme mit Ballistol sehr schöne Ergebnisse abliefert.
Damit ich weiter entwickeln kann, vom Teemaker bis zum Y6 Hexakopter, bin ich natürlich auch auf ein Einkommen angewiesen daher hab ich den kleinen schon erwähnten Shop eröffnet über den ich einen kleinen Teil der Entwicklungskosten decken möchte. Daher würde ich mich freuen wenn einige das Gesamtprojekt unterstützen möchten und nebenher die Bauzeit verkürzen.
https://raise-uav.com/projekte/raise-three-d/
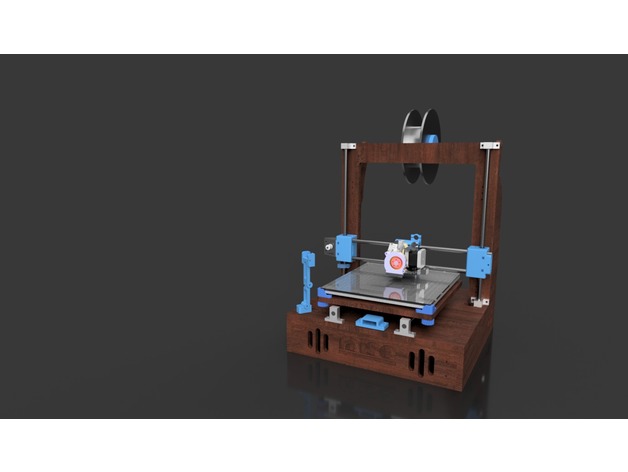
Das ganze ist so Open-Source wie möglich gehalten. Mit Freecad bin ich einfach zu langsam obwohl ich damit eingestiegen bin, daher musste ich auf das für Maker und Bastler kostenlose Fusion 360 umschwenken. Es gibt dennoch ein STEP Modell für weitere Kompatibilität.
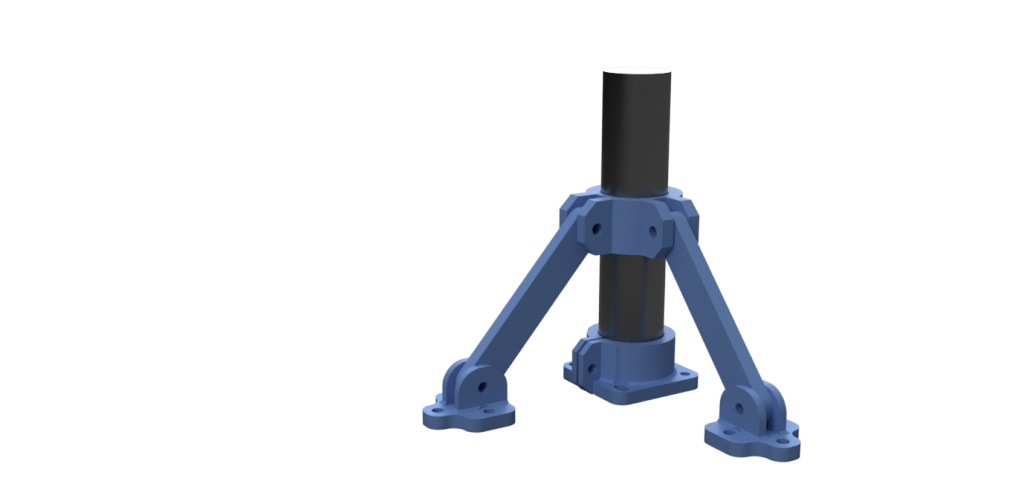
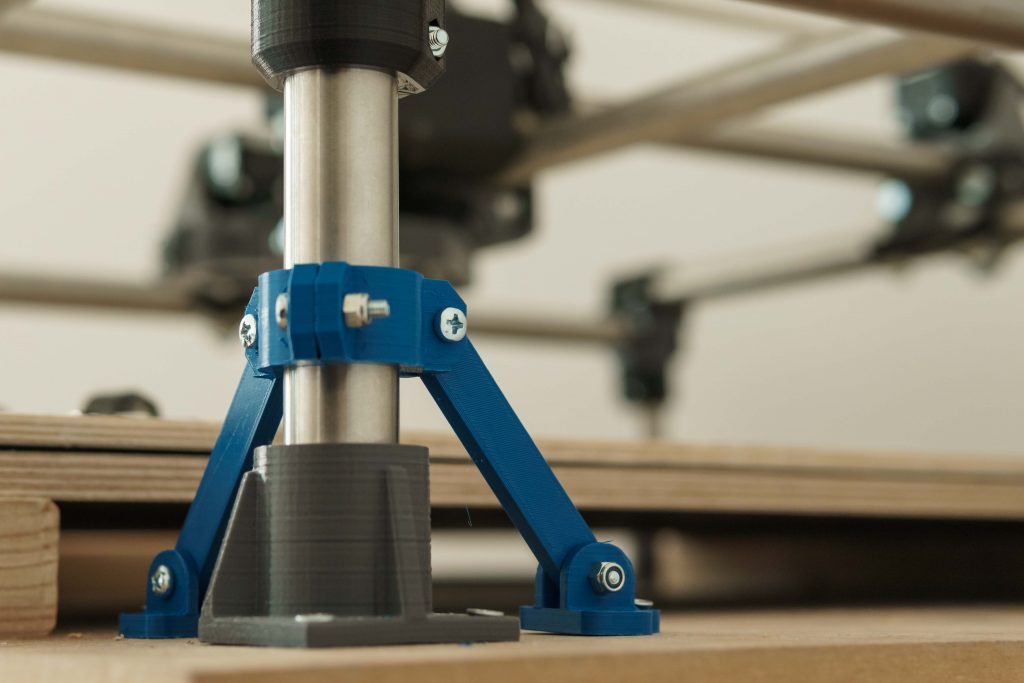


 Now everything is assembled again. The tubes are now „perfectly“ straight and parallel. I used a glass plate to verify the alignment.
Now everything is assembled again. The tubes are now „perfectly“ straight and parallel. I used a glass plate to verify the alignment.