I thought about building a automated plant care system for some time now. The main purpose was to grow camelia sinensis in a controlled environment, as my three attempts of growing it in a living room or balcony all failed after a year. I was unable to keep the conditions constant enough it seems. I gave up on that, as the grow rate of tea is too low to cover the necessary quantity anyway.
Instead I´m trying to revive my biotechnolgy knowledge and start a printable bioreactor design for cultivating algae. It is not targeted towards a specific species or purpose yet. The first goal is to test the printing process and finding a suitable material with a good transmission and suitable wavelength passthrough. Clear PETG should work as a starting point.
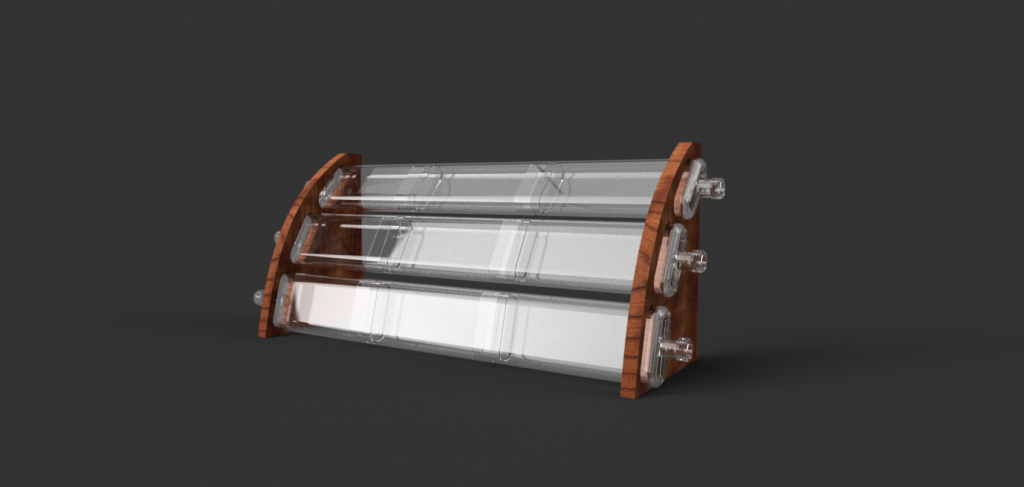
A quick sketch of the concept. The flattube design enhances the surface and therefore the optmum light yield.
I´m searching for suitable equipment that can be sterilized right now.


 Ready for assembly 🙂
Ready for assembly 🙂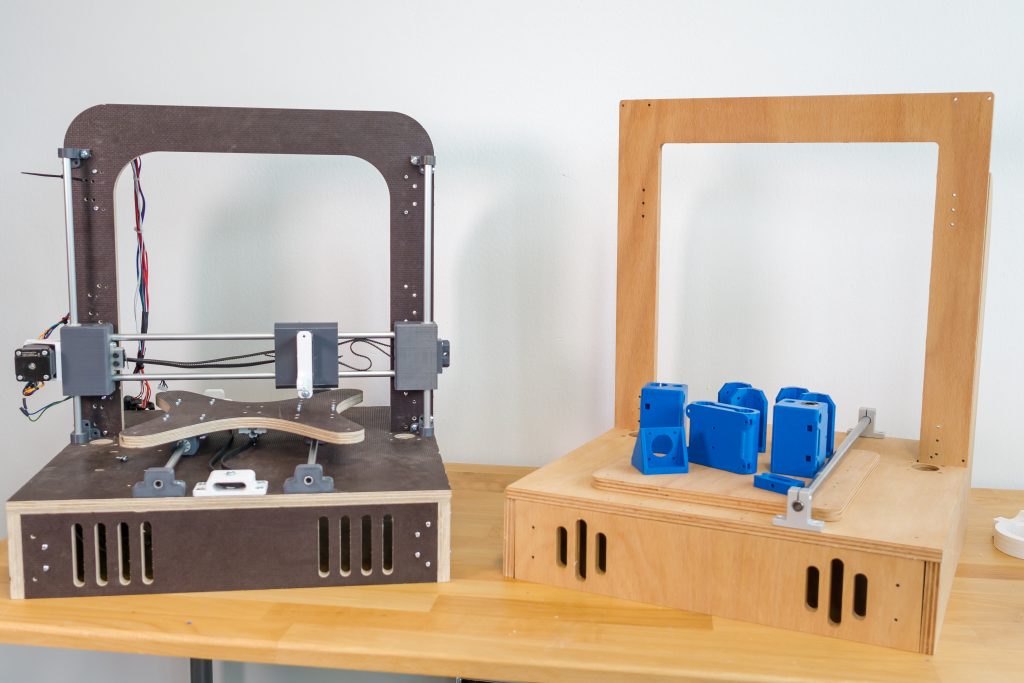

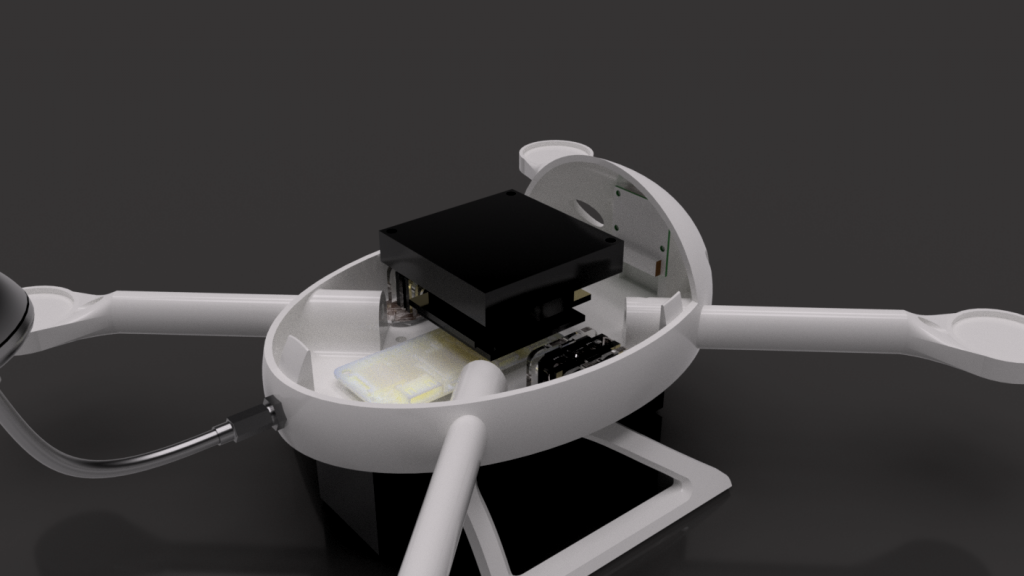



 The main pcb has a teensy on it reading the voltage on the voltage dividers made up by the potentiometers. Up to ten variable resistors are supported by the muxi control mainboard. For bigger projects featuring more control inputs the smaller mux pcbs add a maximum of 80 (!) inputs.
The main pcb has a teensy on it reading the voltage on the voltage dividers made up by the potentiometers. Up to ten variable resistors are supported by the muxi control mainboard. For bigger projects featuring more control inputs the smaller mux pcbs add a maximum of 80 (!) inputs.
